Switchgear is an electrical device for power system switching, control and protection, consisting of cabinet body, primary/secondary components and partitioned compartments. The Switchgear assembly involves preparation, component installation, wiring and busbar processing, while testing covers electrical, mechanical, safety and environmental adaptability performances. The specialized switchgear assembly line, with reasonable workstation division and supporting equipment, realizes efficient, precise batch production, following strict industry standards to ensure quality, safety and consistency.
Switchgear Assembly Lines are suitable to Assemble/Produce Switchgears. (If clients have more requirements or want to produce the other Switchgears, welcome to contact us.)

Switchgear: Structure, Assembly and Testing Processes
Switchgear is an electrical device used in power systems to switch on/off, control and protect electrical equipment. Below is an introduction to its structure, drawings, assembly and testing processes:
Structure of Switchgear
- Cabinet body: Serves as the outer shell and framework of switchgear, undertaking the functions of support, fixation and isolation. It can be divided into open type, metal-enclosed type, metal-clad enclosed type, etc.
- Primary electrical components: Including circuit breakers, current transformers, voltage transformers, earthing switches, surge arresters, disconnectors and so on, which are responsible for the control and protection of power systems.
- Secondary components: Comprising relays, watt-hour meters, ammeters, voltmeters, microcomputer integrated protection devices, etc., which are used for signal processing, measurement and control.
- Internal structural zoning: High-voltage switchgear is usually divided into bus compartment, circuit breaker compartment, secondary control room (instrument room), feeder compartment, etc. All compartments are isolated by steel plates to improve safety.
Assembly Process of Switchgear
- Assembly preparation: Familiarize with assembly drawings and technical requirements; collect required components and auxiliary parts and inspect whether their models, specifications and quantities meet the requirements; meanwhile, check if the cabinet body conforms to the technical drawing requirements and if the earthing measures are complete.
- Component installation and layout: Use qualified products for all components; the installation shall comply with the product’s own standard specifications and installation codes, and the rated parameters and action parameter setting values must meet the drawing requirements. The component layout shall be neat, aesthetic and easy to operate; all components shall be firmly fixed and marked with eye-catching symbols or codes.
- Clearance and creepage distance: Comply with the requirements of relevant standards to ensure electrical safety.
- Secondary wiring: Conduct wiring in accordance with drawings to ensure firm wire connection and good insulation; the wire colors shall conform to the regulations.
- Busbar processing and installation: Perform cutting, bending, drilling and other processing on busbars; ensure firm connection and good contact during installation; the phase sequence arrangement and painting of busbars shall meet the requirements.
Testing Process of Switchgear
- Electrical performance test: Including insulation resistance test, dielectric strength test, short-circuit withstand strength verification, etc., to verify the insulation, on-off and short-circuit withstand capacity of the equipment.
- Mechanical performance test: Covering mechanical operation test, protection class test, structural strength verification, etc., to ensure the durability and operational safety of the equipment.
- Safety performance test: Mainly including earthing continuity test, protection against electric shock verification, temperature rise test, etc., to safeguard the safety of personnel and equipment.
- Environmental adaptability test: Through temperature resistance test, humidity resistance test, vibration resistance test, etc., simulate the actual service environment of the equipment and verify the impact of temperature, humidity, vibration and other factors on the equipment.
Introduction to Switchgear Assembly Line
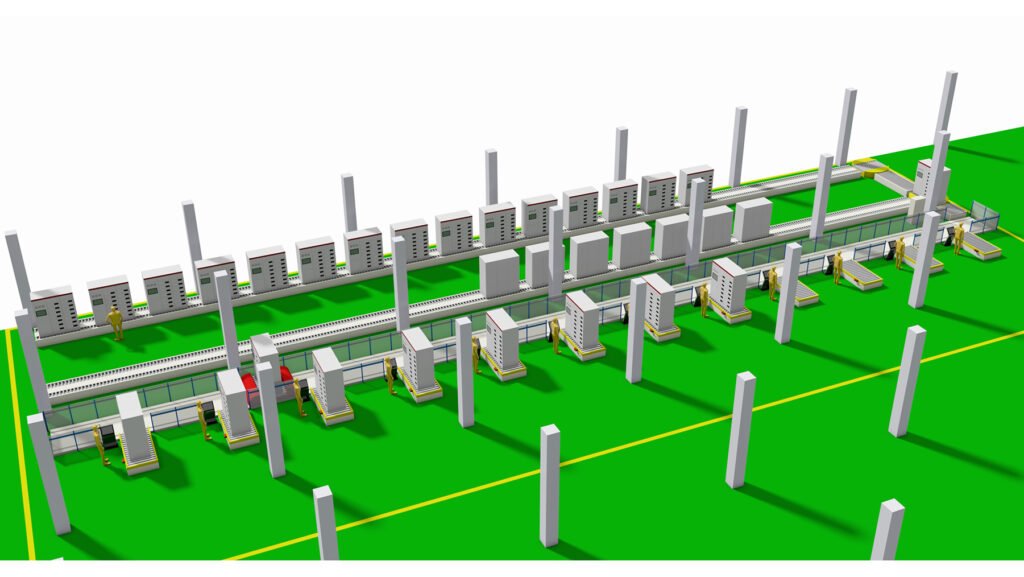
The switchgear assembly line is a specialized, flow-type production line designed for high and low voltage switchgear complete sets. Centered on core processes such as switchgear cabinet processing, component assembly, wiring and commissioning, it realizes efficient, precise and batch production of switchgear from semi-finished cabinets to finished complete sets through workstation division, process connection, tooling adaptation and standardized operation. As a core production unit for power complete equipment manufacturing, it is widely used in high and low voltage distribution equipment manufacturers and adapted for the assembly production of various switchgears including metal-enclosed armored type, draw-out type and fixed type.
The assembly line follows the overall principles of “flow-based processes, standardized operations, synchronous testing and refined material management”. It divides workstations according to the logical production process of switchgears and is equipped with special tooling fixtures, auxiliary equipment and testing tools. This not only ensures assembly accuracy and product consistency, but also improves production efficiency, reduces manual operation errors, and simultaneously complies with electrical safety and process regulations in the production process, meeting the strict technical requirements of the power industry for switchgear equipment.
I. Core Layout and Workstation Division of the Assembly Line
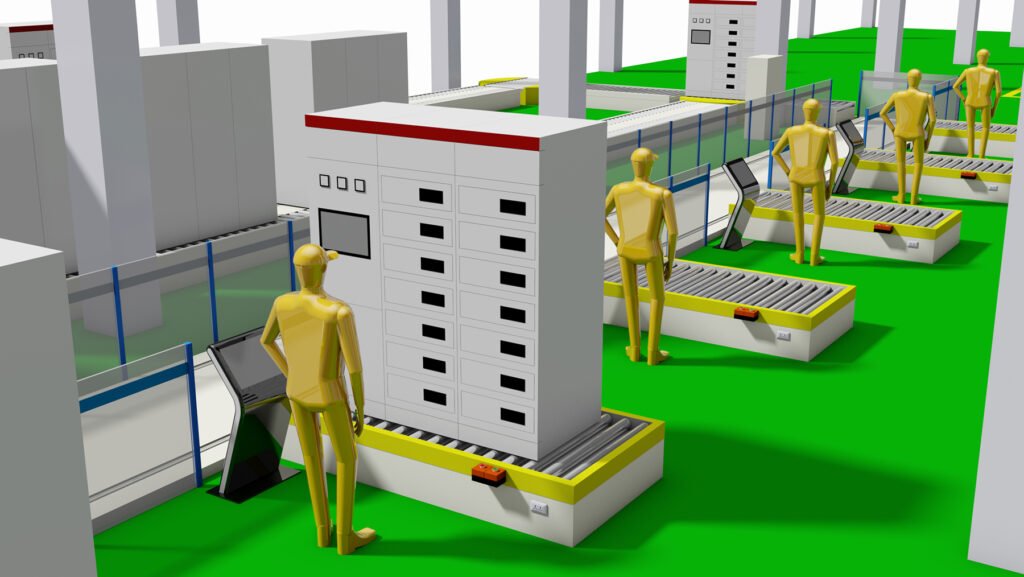
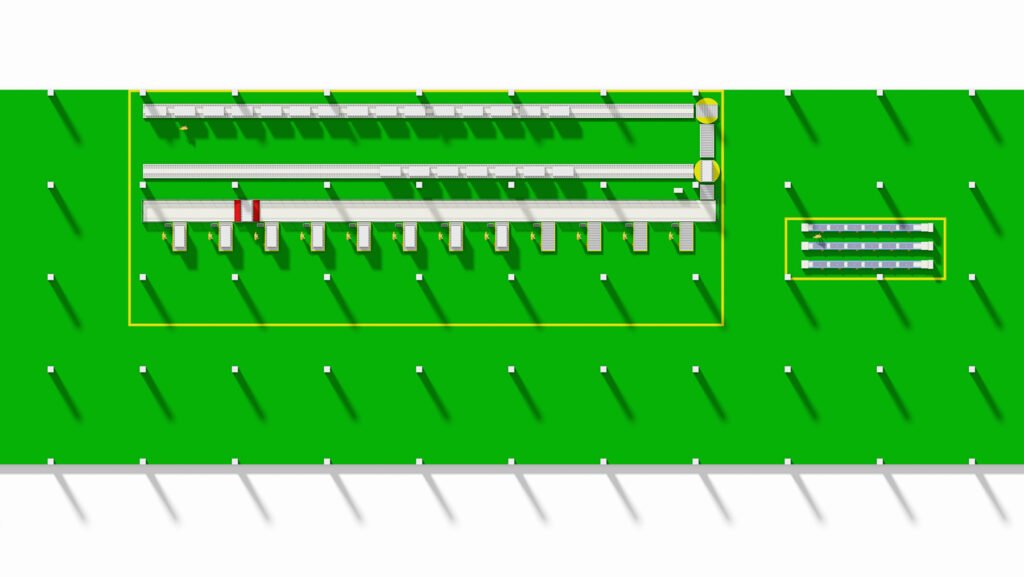
Switchgear assembly lines mostly adopt a linear/sectional flow layout (suitable for small and medium batch production of multiple specifications) or a U-shaped layout (suitable for mass standardized production). Core workstations are divided in the order of production processes, each equipped with exclusive operating specifications, tooling and material racks to realize continuous operation of “completion of previous process → workstation transfer → connection of subsequent process”. The core workstations and their functions are as follows:
- Cabinet Preprocessing Workstation: Clean the sheet metal processed switchgear cabinets, remove burrs, inspect earthing terminals and calibrate mounting holes; confirm no damage to the cabinet surface coating and compliance of compartment isolation with design requirements, laying a foundation for subsequent component installation.
- Main Busbar Processing and Installation Workstation: Equipped with busbar processing machines, torque wrenches and other special equipment, it completes cutting, bending, punching and tinning of copper/aluminum busbars, arranges and fixes busbars by phase sequence and conducts insulation protection according to drawings, and strictly controls the electrical clearance and creepage distance of busbars.
- Primary Component Assembly Workstation: Fix and install primary main components such as circuit breakers, disconnectors, current/voltage transformers, earthing switches and surge arresters; ensure firm and accurate component installation, matching with reserved cabinet holes and busbar interfaces, and complete preprocessing of component earthing.
- Secondary Component Assembly Workstation: Install secondary components including relays, microcomputer integrated protection devices, ammeters, voltmeters, buttons and indicator lights in the instrument room and operation cabinet; fix secondary wiring terminal blocks and mark terminal numbers to ensure neat component layout and easy operation.
- Secondary Wiring Workstation: Perform wiring according to primary and secondary wiring drawings, equipped with wire marking machines, wire strippers, crimping pliers and other tools to complete wire cutting, wire number printing, terminal crimping and routing. Follow the principles of “horizontal and vertical routing, phase-specific color coding and standardized wiring”, and conduct proper insulation protection and fixation of wires.
- Internal Cleaning and Finishing Workstation: Remove debris and metal shavings generated during assembly in the cabinet, tidy wire harnesses and busbar insulation sleeves, inspect the integrity of all components, wiring and fasteners, and supplement cabinet marks and component nameplates.
- Pre-assembly Testing Workstation: Conduct in-process intermediate testing including initial insulation resistance measurement, wiring on-off inspection and component action simulation test; identify and rectify assembly deviations in a timely manner to avoid flow into subsequent processes.
- Finished Product Final Assembly and Commissioning Workstation: Install and commission switchgear cabinet doors, operating mechanisms and interlocking devices; verify the reliability of mechanical and electrical interlocking, and conduct overall component action tests to ensure normal functions such as switch opening/closing and operation indication.
- Packaging and Warehousing Workstation: Perform dust and moisture proof packaging on qualified finished products, add anti-collision protection, paste product model, batch and inspection marks, and complete the final check before warehousing.
II. Core Supporting Equipment and Tooling of the Assembly Line
To ensure assembly accuracy and efficiency, the switchgear assembly line is equipped with special processing equipment, assembly tooling, testing tools and auxiliary facilities, covering the entire process of “processing – assembly – testing”. The core supporting facilities are as follows:
- Processing and Assembly Equipment: Integrated busbar processing machines (shearing, bending, punching), torque wrenches (fixed torque to ensure bolt fastening force), wire marking machines, wire strippers, crimping pliers, electric screwdrivers, cabinet tilting frames (facilitating multi-angle cabinet assembly).
- Testing and Commissioning Tools: Insulation resistance testers, multimeters, phase sequence meters, loop resistance testers, operating mechanism simulation commissioning benches.
- Tooling and Auxiliary Facilities: Workstation material racks (classified placement by component model for convenient near-by material access), wire harness routing troughs/fixtures, component installation positioning fixtures, anti-static workbenches (special for secondary component assembly), workshop cranes/hydraulic forklifts (for cabinet and heavy component transfer).
- Safety and Supporting Facilities: Workstation insulation mats, explosion-proof lighting, fire fighting equipment, workshop ventilation facilities, material transfer rails (for cabinet workstation transfer).
III. Core Principles of the Assembly Line Production Process
As core power distribution equipment, switchgear production on the assembly line complies with relevant national and industrial standards of the power industry (e.g., GB 3906, GB 7251) throughout the process, with non-negotiable core process principles:
- Accuracy Control: Strictly control component installation position, busbar spacing and wiring terminal crimping accuracy to ensure that electrical clearance and creepage distance meet the standard requirements of the corresponding voltage class.
- Fastening Specifications: Tighten all bolts and fasteners to the specified torque and conduct anti-loosening treatment (install spring washers and flat washers) to avoid poor contact and excessive temperature rise caused by improper fastening.
- Wiring Standards: Adopt phase-specific color coding for primary busbars (Yellow for Phase A, Green for Phase B, Red for Phase C, Black/Blue for Neutral N, Yellow-green bi-color for Protective Earth PE); secondary wires are color-coded and clearly marked with wire numbers according to drawings; wire harnesses are routed in a standardized manner without cross-winding and firmly fixed.
- Safety Protection: Ensure intact compartment isolation of cabinets, reliable connection and good continuity of the earthing system, proper insulation protection of live parts, and functional integrity of operating mechanisms and interlocking devices to prevent misoperation.
- Consistency Requirements: Maintain uniform component layout, wiring methods and mark labeling for switchgears of the same batch and model to ensure product interchangeability and convenience of subsequent maintenance.
IV. Core Characteristics of the Assembly Line
- Specialized Adaptation: Designed for the characteristics of switchgear such as heavy primary components, delicate secondary wiring and high precision requirements; workstations and equipment are all tailored to the assembly needs of power complete equipment, adapting to the production of switchgears of all voltage classes (HV/MV/LV) and different structural types.
- Standardized Operation: Each workstation has a clear Operation Instruction specifying operating procedures, testing standards and tooling usage methods; all operators are on duty after professional training to ensure assembly quality.
- Efficient Flow Operation: Divide workstations according to process logic to realize “one person, one post, dedicated responsibility for each post”; cabinets are transferred between workstations in an orderly manner through transfer rails/forklifts to avoid process confusion and improve production efficiency.
- Full-process Quality Controllability: Set dual testing links of pre-assembly testing + final assembly commissioning to realize a quality closed loop in the assembly process; timely identify and rectify problems such as wiring errors, component installation deviations and excessive clearances, and eliminate non-conforming products from subsequent processes.
- Flexible Production: Most assembly lines adopt modular workstation design, which can adjust workstation configuration and operation rhythm according to production orders, adapt to the production needs of multiple specifications with small batches or standardization with large batches, and balance production flexibility and scalability.
V. Core Operational Requirements of the Assembly Line
- Personnel Requirements: Operators must be familiar with switchgear structure, electrical principles and assembly processes, master the use of special equipment and testing tools, and have electrical safety operation awareness; operators for high voltage switchgear assembly must hold relevant electrician qualifications to take up their posts.
- Material Requirements: All materials entering the assembly line including cabinets, primary/secondary components, busbars, wires and fasteners must pass incoming inspection, with models and specifications consistent with design drawings; non-conforming materials are strictly prohibited from being put into production.
- Safety Requirements: Implement electrical safety protection at the operation site, strictly prohibit live operation; take measures to prevent collision and debris residue during in-cabinet operation; keep flammable and explosive materials away from the operation area, and strictly comply with workshop safety operating procedures.
- Documentation Requirements: Complete production records during the assembly process, including component batches, assembly processes and testing data, to achieve traceability of each product; finished products must be accompanied by complete assembly drawings, test reports and product qualification certificates.
We can customize according to the client’s product specifications, production capacity or other requirements.
We provide comprehensive services including design, production, and installation/commissioning.