
A wall-hung boiler is a complex device integrating water, gas, electricity, and combustion systems, with its core consisting of hydraulic, gas supply, combustion, and control systems. Its production follows a rigorous assembly sequence and testing standards to ensure safety and performance. The core testing phase is particularly critical, requiring combustion and comprehensive performance testing under simulated real operating conditions—alongside leak tightness and electrical safety tests—to verify efficiency and activate all safety protection functions.
To achieve efficient and high-quality production, employing a Differential Speed Chain Assembly Line is an ideal solution. This production line centers on a flexible, accumulating differential speed chain, allowing pallets to automatically pause and accumulate at various workstations—especially at time-consuming testing stations—perfectly accommodating uneven assembly and testing cycle times. The line is typically arranged in a U-shaped or straight layout, sequentially comprising the loading zone, assembly section, core online testing zone, packaging zone, and return loop. It not only provides a stable assembly base but also facilitates the integration of automated testing equipment, enabling online collection and traceability of critical data.
Wall-mounted Boiler Assembly Lines are suitable to Assemble/Produce Wall-hung Boilers. (If clients have more requirements or want to produce the other Boilers, welcome to contact us.)

Part I: Structure, Assembly, and Testing Process for Domestic Wall-mounted Boilers
1. Core Structure (Four Main Systems)
- Hydraulic System: Main heat exchanger, plate heat exchanger, pump, expansion vessel, safety valve, temperature/flow sensors.
- Gas System: Gas proportional valve, regulator, ignition and flame detection electrodes.
- Combustion & Exhaust System: Burner, variable-speed fan, concentric flue.
- Electronic Control System: Main control board, user interface, various sensors and actuators.

2. Key Assembly Process
- Chassis Pre-assembly: Mount core heavy components first: expansion vessel, pump, main heat exchanger, burner.
- Piping Connection: Connect water and gas lines, ensuring sealing integrity.
- Electrical Installation: Route wiring harnesses and connect all components (pump, fan, valves, sensors) to the main control board.
- Final Assembly: Install casing, flue connection, and apply labels/ratings.
3. Core Testing Process (Ensuring Safety & Performance)
- Leak Tightness Test: Pressure tests on gas and water circuits to check for leaks.
- Electrical Safety Test: Dielectric strength (hipot) and earth continuity tests.
- Combustion & Integrated Performance Test (Core):
- Connect to a test bench simulating real operation.
- Calibration & Verification: Test combustion efficiency (measuring CO, CO₂) and heating/DHW performance at various loads.
- Safety Function Trigger Test: Verify all safety protections (flame failure, over-temperature, low water pressure, air pressure) are sensitive and effective.
- Final Inspection & Packaging: Visual check, cleaning, final labeling, and packing.
Key Takeaway: Assembly follows an inside-out sequence. The core of testing lies in combustion performance validation and multiple safety function tests, ensuring each unit is efficient, reliable, and safe upon leaving the factory.
Part II. Wall-Hung Boiler Differential Speed Chain Assembly Line
1. What is a “Differential Speed Chain Assembly Line”?
- Differential Speed Chain: Short for “differential speed chain conveyor line”, also known as a “variable speed chain line” or “free flow/accumulating conveyor”. Its core feature is the use of specially designed chains and rollers, allowing the pallets (or skids) carrying the workpieces to travel faster than the chain itself, typically at 2x or 2.5x the chain speed.
- Wall-Hung Boiler Assembly Line: A flow production line specifically designed for assembling wall-hung boilers, which are relatively complex products with numerous components requiring multiple assembly and testing steps.
Combined Concept: The Wall-Hung Boiler Differential Speed Chain Assembly Line is an automated flow line that uses a differential speed chain as its core conveying and positioning system, dedicated to the sequential assembly, testing, and packaging of wall-hung boilers. Pallets carry the boiler chassis, moving from one workstation to the next according to a set rhythm.
2. Why is a Differential Speed Chain Suitable for Wall-Hung Boiler Assembly?
This design perfectly matches the assembly requirements of wall-hung boilers:
- Flexibility and Accumulation: The differential speed chain allows pallets to automatically stop and accumulate before non-powered workstations (e.g., assembly, testing stations), waiting for the operator to complete their task. Once finished, the operator simply pushes the pallet, and it automatically proceeds to the next waiting position. This enables a non-synchronous (free-flow) rhythm, accommodating uneven task times across different stations.
- Excellent Positioning and Load Capacity: Pallets provide a stable assembly base for the boiler. Custom fixtures and tooling can be designed on them for precise installation of core components like heat exchangers, pumps, valves, and PCBs. Their load capacity is typically high, easily handling the weight of a boiler.
- Facilitates Online Testing: At critical stations (e.g., leak testing, electrical safety tests, combustion performance tests, hydraulic commissioning), pallets can remain stationary for extended periods, allowing easy connection to test equipment (e.g., air/water/gas couplings, power sockets). This enables online automated or semi-automated testing with data recording and traceability.
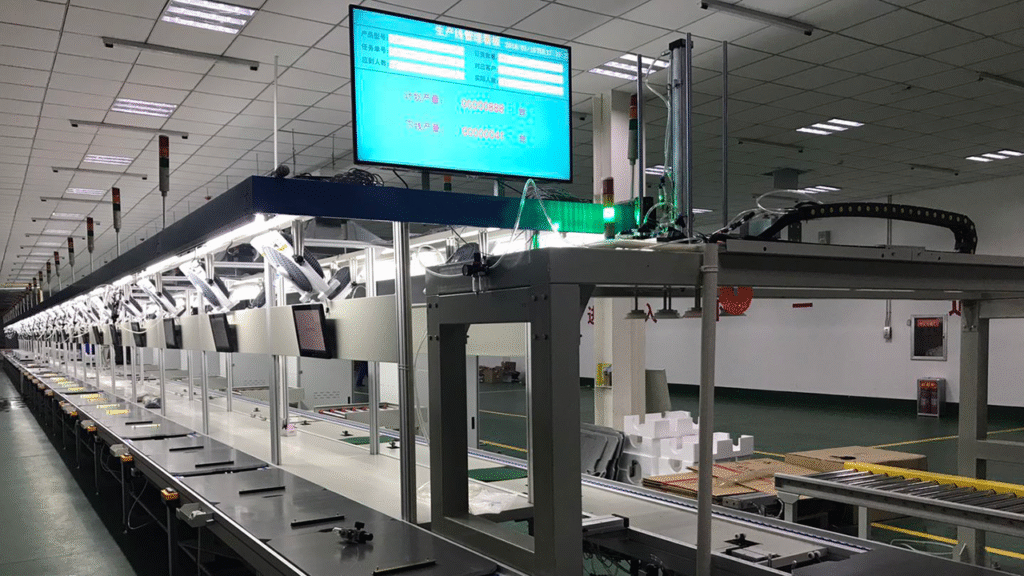
- Optimizes Material Distribution: Material racks, AGV delivery points, or overhead conveyors can be set up along the line to deliver components accurately to corresponding stations according to the rhythm, reducing operator movement and search time.
- Improves Efficiency and Consistency: Process decomposition and flow operation reduce reliance on individual worker skill, enhancing overall assembly efficiency and product consistency.
3. Typical Line Layout and Workstation Flow
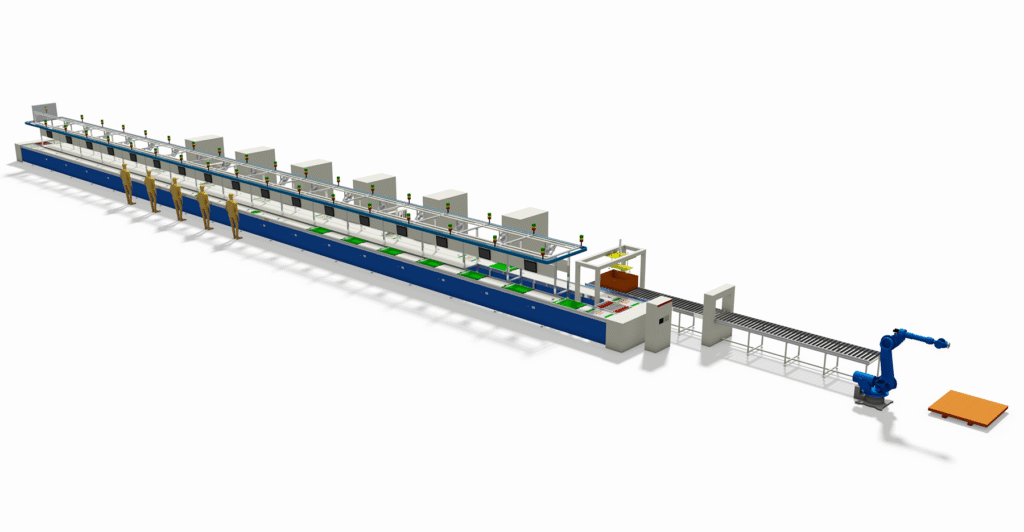
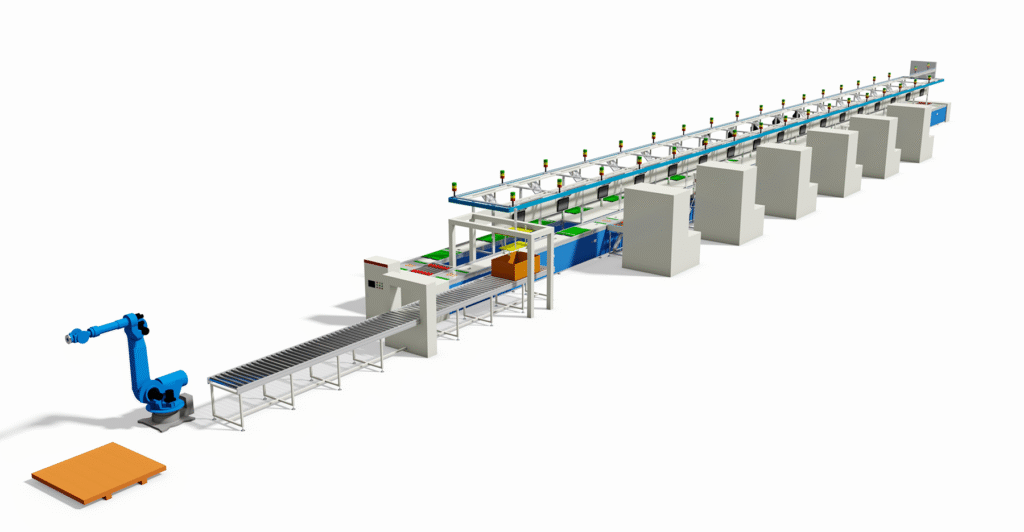
A complete wall-hung boiler differential speed chain assembly line is typically arranged in a U-shape or straight line, including the following main zones:
- Loading Zone: Empty pallets return here. Operators place and secure the boiler shell (metal casing) onto the pallet.
- Main Assembly Section:
- Mechanical Assembly Stations: Install burner, heat exchanger, fan, pump, diverter valve, expansion vessel, etc.
- Electrical Assembly Stations: Install main control board, display, sensors, wiring harness, etc.
- Piping Connection Stations: Connect internal water pipes, gas pipes, and perform initial leak checks (soap bubble test).
- Online Testing Section (Core Quality Control Zone):
- Leak/Pressure Hold Test: Automated connection for high-pressure and hold tests on water and gas circuits to detect leaks.
- Electrical Safety Test: Grounding resistance, insulation resistance, and dielectric strength (HIPOT) tests.
- Comprehensive Function Test: Connect water, electricity, and gas to simulate real operation. Test ignition, heating, domestic hot water, safety protections, etc. May involve connection to a PC for parameter calibration and data download.
- Packing Section:
- Exterior cleaning and inspection.
- Attachment installation (manual, bracket, flue kit, etc.).
- Bagging, cartoning, sealing, labeling.
- Unloading Zone: Packaged finished products are unloaded. Empty pallets automatically return to the Loading Zone via an under-floor or side return line, forming a closed loop.
4. Key Components
- Conveying System:
- Differential (Roller) Chain and Guides: Core transmission components.
- Drive Unit: Motor reducer.
- Pallets (Skids): Custom fixture design, possibly with locating pins and quick clamps.
- Stoppers (Pneumatic/Electric): Control pallet stopping and releasing.
- Transfer Units: For corners in U-shaped lines.
- Process Equipment:
- Station-specific tools, hoists, pressing equipment (e.g., torque guns, presses).
- Integrated Test Equipment: Automated test benches, data acquisition systems.
- Material Handling System: Racks, bins, AGV interfaces.
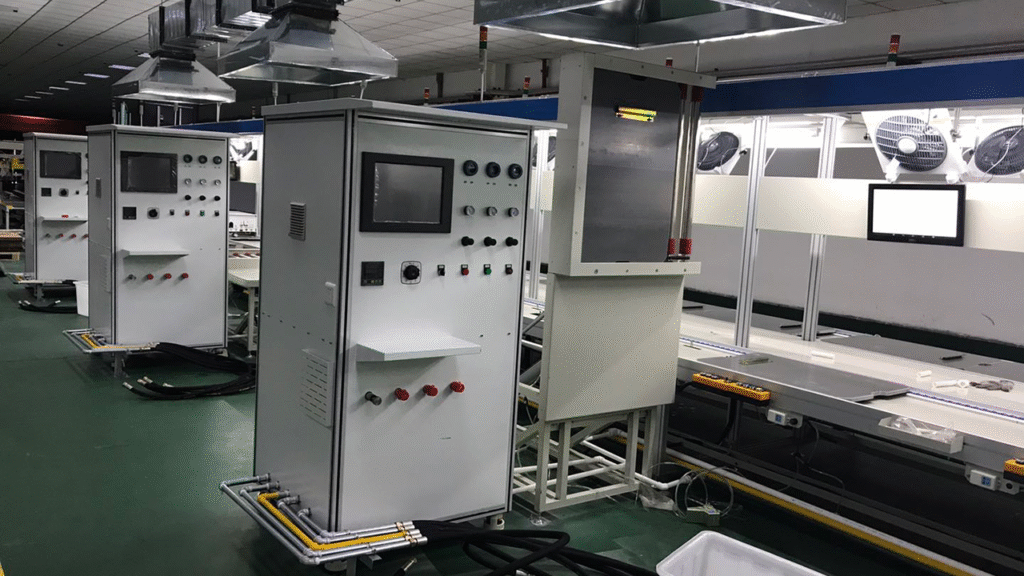
- Control System:
- PLC control with HMI (Touchscreen).
- Manages pallet movement, start/stop.
- Communicates with test equipment for result judgment and non-conforming product quarantine.
5. Planning and Application Considerations
- Capacity and Takt Time Calculation: Determine line takt time based on annual production targets, then define the number of workstations and line length.
- Ergonomics: Design workstation height and reach to be ergonomic, reducing fatigue. Use balancers or manipulators for heavy component installation (e.g., heat exchangers).
- Quality Traceability: Can link product serial numbers to pallet IDs or RFID tags to achieve full-process traceability of assembly data, test data, and material batches.
- Flexible Design: Consider future model changes; the line and pallets should allow for adjustments and adaptability.
- Safety and Environment: Explosion-proof and ventilation measures for gas-related stations, water/electricity protection in test areas, noise control, etc.
We can customize according to the client’s product specifications, production capacity or other requirements.
We provide comprehensive services including design, production, and installation/commissioning.