Characteristics of Motorcycle Assembly Line

Motorcycle assembly lines are discrete, man-machine coordinated flow lines with takt production, modular assembly and high flexibility. They adopt pallet conveyor systems, supporting mixed-model production with quick changeover. Processes are split into pre-assembly and main line assembly, assisted by manipulators and automatic tightening tools. Strict quality control is applied, including in-line testing and full traceability with VIN codes. The line also can integrate PLC, MES and SCADA for digital management.
Motorcycle Production Lines are suitable to Assemble/Produce 2 wheel Motorcycles, 2 wheel Scooters, 2 wheel Electric-cycles, 2 wheel E-Bikes, Bicycles, Bikes, and so on. (Sometimes, suitable for the production of Tricycles.)

Characteristics of Motorcycle Assembly Line
Motorcycle assembly lines are typical discrete, multi-process, human-machine collaborative production lines, characterized by takt-based production, modularization, flexibility, and strict quality control, balancing large-scale efficiency and multi-model compatibility. Details are as follows:
1. Conveying & Line Structure
- Main conveying mode: Mostly adopts large-pitch chains + slats for continuous planar conveying with adjustable speed (usually 2-5m/minute or as customized).
- Layout types
- Straight line: Suitable for mass production of single models with clear logistics and simple management.
- Tooling features: Equipped with fixtures adaptable to different frames/models; standard configuration includes lighting, fans, pneumatic & electrical ports, and tool suspension systems.
2. Process & Flow Features
- Modular pre-assembly + main line final assembly
- Engines, front/rear suspensions, wiring harnesses, instruments, etc., are pre-assembled in sub-assembly areas before being integrated into the main line, greatly shortening main line cycle time.
- Main process: Frame loading → engine mounting → chassis/suspension/wheels → electrical system → braking & handling → exterior parts → fluid filling (oil/coolant) → inspection → off-line.
- Highly divided processes: A single line usually has different quantity stations according to process, with each station completing only 1–2 standardized operations to lower skill requirements for workers.
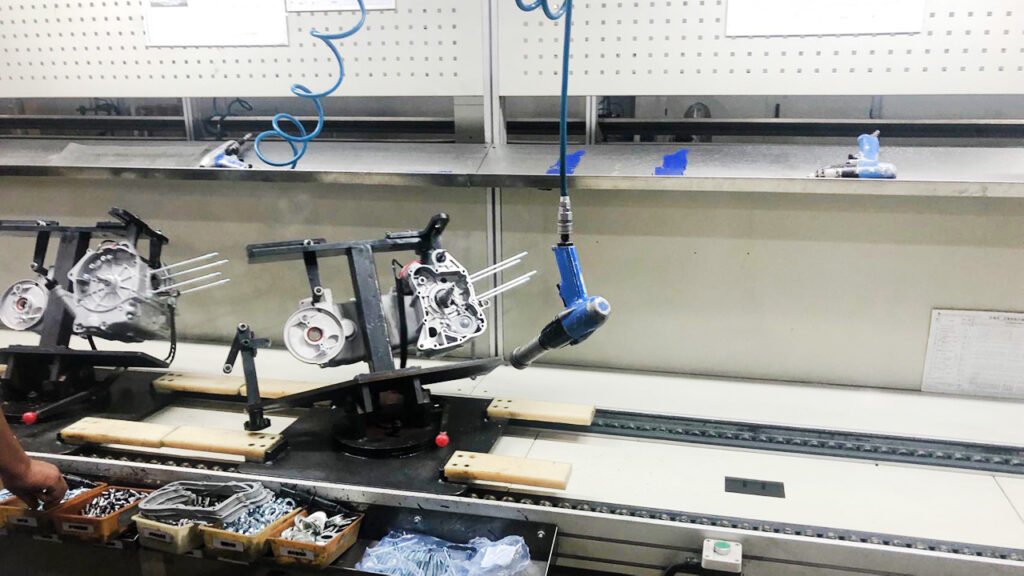
- Human-machine collaboration: Key stations (engine hoisting, torque tightening) use assist manipulators/automatic tightening machines, with manual operation for most steps to balance efficiency and flexibility.
3. Flexibility & Mixed-Model Production
- Mixed-flow capability: One line can produce 3–5 models/displacements simultaneously via quick tool changes, model scanning, and program switching.
- Rapid model changeover: Changeover time to adapt to small-batch, multi-batch orders.
- Precise material distribution: Adopts line-side supermarkets, JIT/JIS delivery for model-specific material supply to reduce line-side inventory.
4. Quality Control & Inspection
- Poka-Yoke (error proofing): Automatic monitoring and recording of key bolt torques, part scanning for error prevention, and Andon systems (line stop for abnormalities). (OPTIONAL)
- Full-process inspection
- Self-inspection, mutual inspection, and special inspection at each station.
- testing: Rain test, chassis dynamometer test,, braking performance, lighting, horn, ABS calibration, road test, full appearance inspection, etc.
- Full-chain traceability: Key parts, torque data, and test results bound with VIN code for full life cycle traceability. (OPTIONAL)

5. Automation & Informatization
- Automation level: Generally 30%–70% (higher in leading enterprises), concentrated on tightening, filling, testing, and material handling.
- Digital management (OPTIONAL)
- PLC + SCADA for real-time monitoring of line operation, tact time, and OEE.
- MES system: Production scheduling, work order issuance, quality data collection, and abnormal alarms.
6. Cost & Efficiency
- High tact & high efficiency: Conventional fuel motorcycle tact is 30–60 seconds per unit; electric models are faster due to simpler structure.
- Labor optimization: Divided operations lower skill thresholds, reduce reliance on skilled workers, and cut training costs.
- Low loss: Standardized operation and error proofing significantly reduce mis-assembly, missing assembly, and rework rates.
7. New Features from Electrification
- Simplified powertrain: Engines replaced by motor, controller, and battery modules; assembly hours reduced while electrical safety testing increased significantly.
- Line reconstruction: Compatibility for fuel/electric mixed lines or dedicated electric motorcycle lines.